
19 Jan CLIMAX FLANGE FACERS: PULLING VS. PUSHING THE TOOL
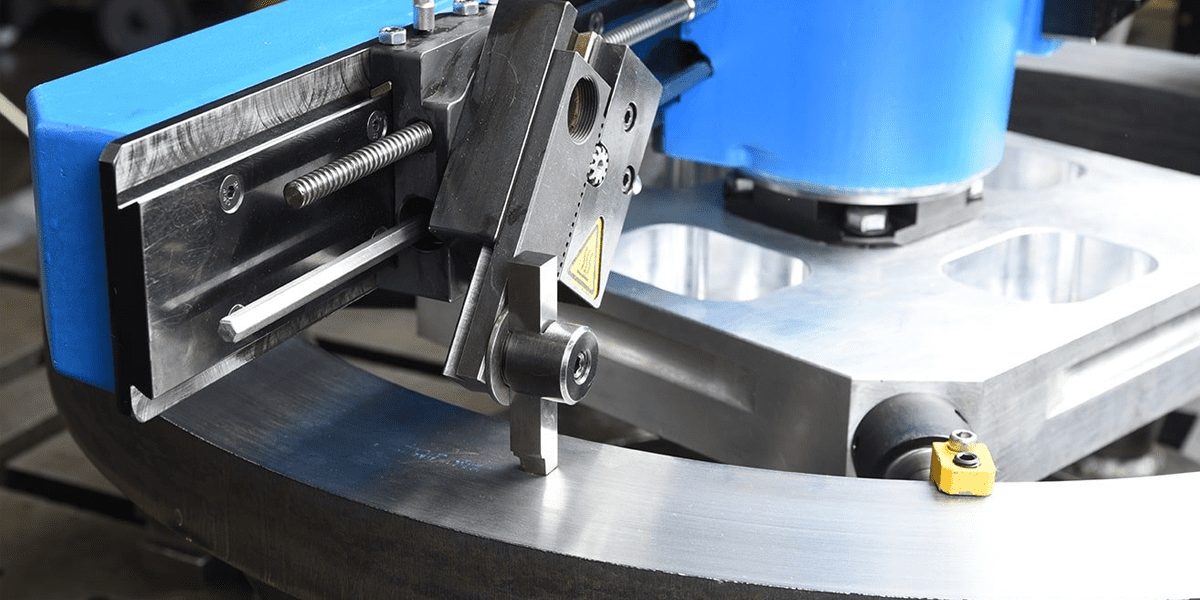
 Jim Miller is the Global Director of Training; Applications Engineering at CLIMAX, the world’s foremost manufacturer of portable machining and welding tools for on-site machining. For the past 35 years, Jim has been working closely with on-site machinists on every continent, helping them to be successful in their most challenging projects. We asked Jim to weigh in on a commonly asked question: Why do CLIMAX flange facers have the tool head mounted behind the machining arm rather than in front of it? Jim explains the science behind this unique design and the advantages to the user:
Jim Miller is the Global Director of Training; Applications Engineering at CLIMAX, the world’s foremost manufacturer of portable machining and welding tools for on-site machining. For the past 35 years, Jim has been working closely with on-site machinists on every continent, helping them to be successful in their most challenging projects. We asked Jim to weigh in on a commonly asked question: Why do CLIMAX flange facers have the tool head mounted behind the machining arm rather than in front of it? Jim explains the science behind this unique design and the advantages to the user:
Deflection or “play” refers to the clearance or compliance in any machine related to movement. When there is more deflection or play, the tool can “bounce” up and down and that’s why you get chatter. All metal bends and everything deflects; it simply depends on the distance you are cutting from the support. The farther you are from the support, the more the system deflects. Even if you hang an 8-inch (203 mm) bar out 4 feet (1,219 mm), it will deflect some amount. You can find deflection in any system, whether it be the chuck jaws, the arm, the main body, the tool head, or any clearances.
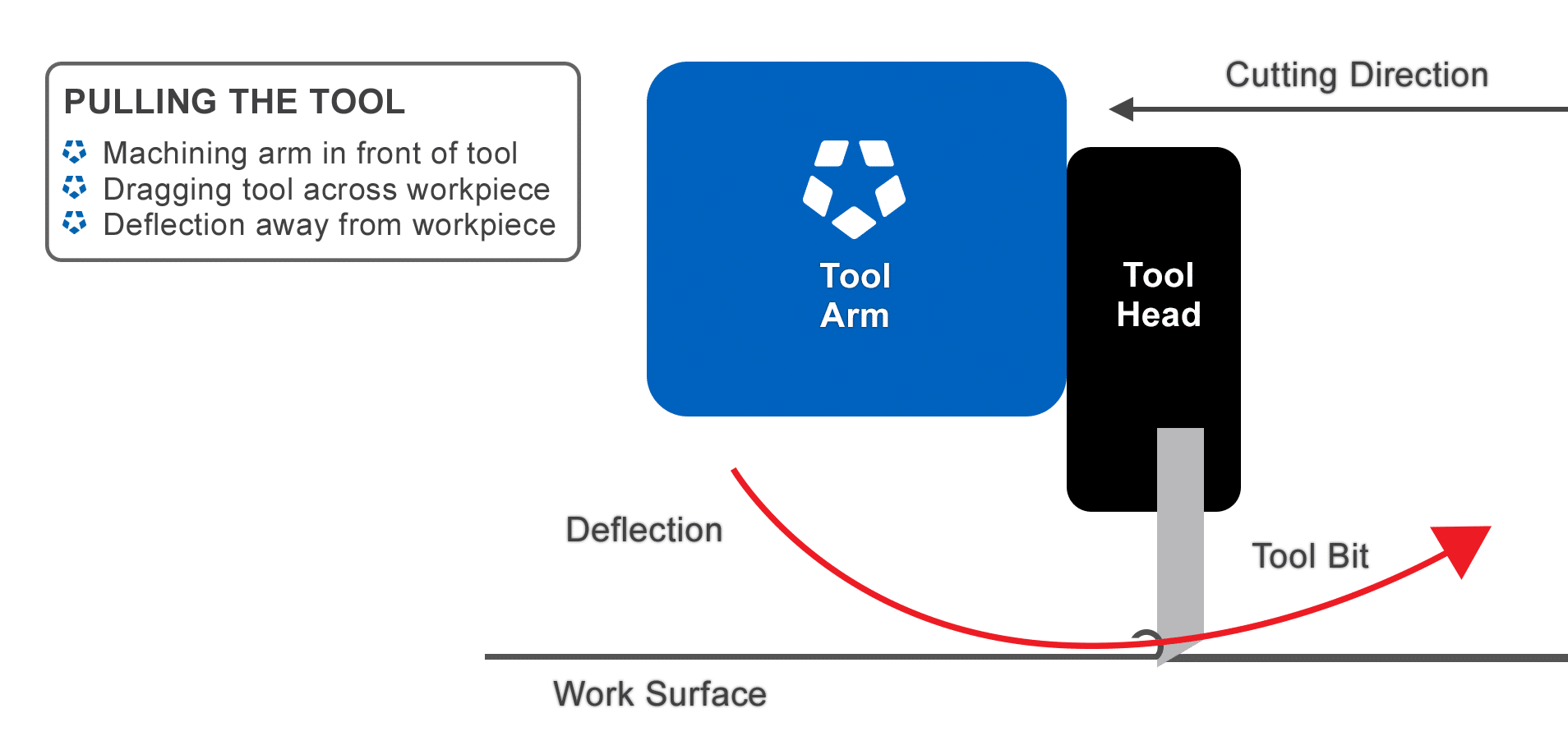
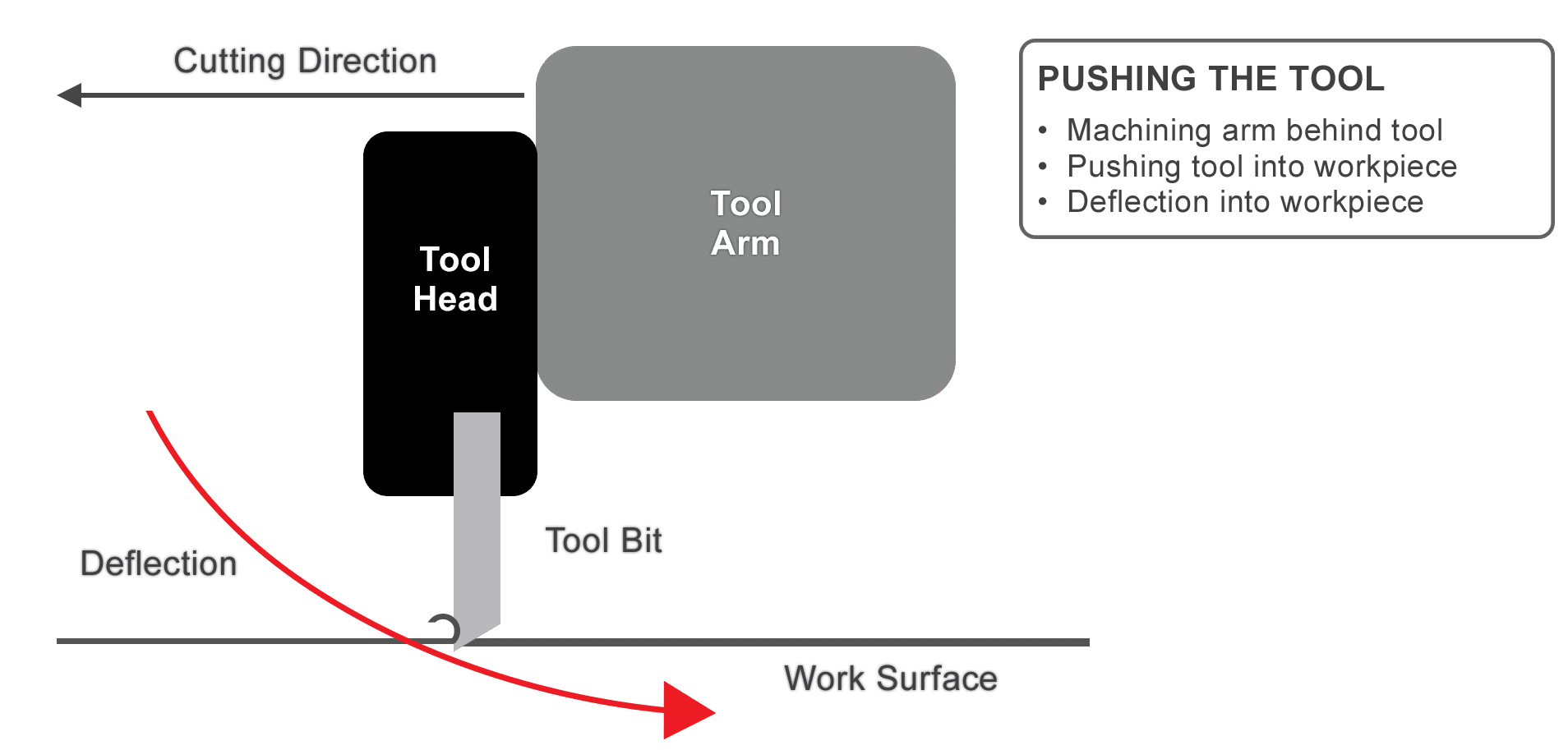
So, when pushing the tool, that deflection goes into the workpiece, and when pulling or dragging the tool, that deflection goes away from the workpiece. For example, a broom or rake when pushed will catch on every crack or surface inconsistency as the force pushes the straws into the crack. When dragging the broom or rake, there is less resistance created making it easier for the operator to perform the task.
Our original flange facers were designed with a round bar, and it became evident to us that when pushing the tool ahead of the bar the deflection always went right into the workpiece. CLIMAX has been designing and manufacturing ID and OD Mount flange facers for more than 47 years and we have learned many things during that long endeavor. One thing we learned is that it’s advantageous to drag the tool head to accommodate for metal deflection and get a good, consistent result.
When pulling or dragging the tool, if there is any tool deflection due to cutting forces, the tool moves slightly away from the workpiece as shown by the curved arrow below, reducing the deflection and stabilizing the system.
When pushing the tool, if there is any tool deflection, the tool moves slightly deeper into the workpiece, as shown below. This increases the cutting forces and deflection, creating an unstable system.
Pulling or dragging the tool is unique to CLIMAX designs. This is just one example of the engineering experience and “know-how” embedded in our flange facers. Our flange facers are engineered to minimize the amount of force it takes to hold the tool to the workpiece, and this is one reason they last a very long time and allow users the flexibility to successfully use a wider variety of tooling. Our flange facers vastly outperform anything else on the market, especially as you extend the tool out to the more extreme facing diameters, and particularly when cutting harder materials, cutting with carbide tooling, and/or going for higher precision and surface finish.
Interested in learning more about the CLIMAX Flange Facers? Contact us today to speak with a CLIMAX expert.
View video