Subskrybując, wyrażasz zgodę na naszą Politykę prywatności.
WYRZĄDZANIE LINII Z FITZEM ACHESONEM: PIĘĆ CZĘSTO ZADAWANYCH PYTAŃ
18 września 2018 r.
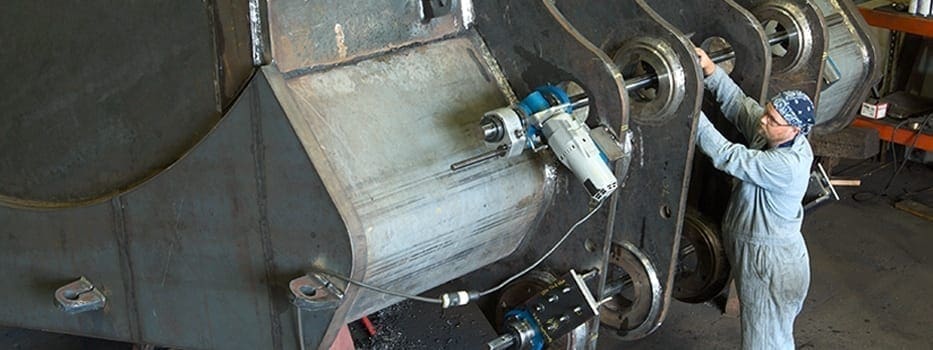
 Podczas planowania wytaczarka liniowa W pracy codziennie klienci zadają dziesiątki pytań. Spotkaliśmy się z Fitzem Achesonem, naszym inżynierem ds. aplikacji i trenerem technicznym, aby CLIMAX i poprosił go o wskazanie pięciu najczęściej zadawanych pytań dotyczących wytaczania otworów:
Podczas planowania wytaczarka liniowa W pracy codziennie klienci zadają dziesiątki pytań. Spotkaliśmy się z Fitzem Achesonem, naszym inżynierem ds. aplikacji i trenerem technicznym, aby CLIMAX i poprosił go o wskazanie pięciu najczęściej zadawanych pytań dotyczących wytaczania otworów:
Pytanie 1: Z jaką prędkością powinien obracać się pręt podczas obróbki?
FITZ: Zależy to od używanego narzędzia i średnicy otworu. W przypadku narzędzi ze stali szybkotnącej (HSS) zazwyczaj zaleca się prędkość nie większą niż 80 stóp powierzchniowych na minutę (24 metry na minutę). Aby obliczyć docelową prędkość obrotową, należy pomnożyć SFPM (80) przez 4 i podzielić przez średnicę (8 cali) = 40 obr./min. Innym przykładem może być SFPM (80) x 4 podzielone przez średnicę (4 cale) = 80 obrotów na minutę. Aby obliczyć docelową prędkość obrotową w jednostkach metrycznych, należy pomnożyć MPM (24) x 320 i podzielić przez średnicę (203 mm) = 38 obrotów na minutę. Innym przykładem może być MPM (24) x 320 i podziel przez średnicę (102 mm) = 75 RPM.
Ponadto podczas korzystania z narzędzi HSS wióry powinny być szare. Niebieskie wióry wskazują, że narzędzie HSS przegrzewa się, co powoduje utratę twardości i znaczne obniżenie wydajności obróbki. W przypadku narzędzi z węglika spiekanego można pracować bez chłodziwa z prędkością około 120 SFPM (37 MPM), gdzie jasnoniebieskie wióry wskazują zbliżanie się do granicy prędkości.
„Klienci zazwyczaj dzwonią do nas, ponieważ cenią nasze doświadczenie, ale dla mnie największą satysfakcję sprawia możliwość poznania różnych metod pracy i poczucia humoru utalentowanych osób, z którymi współpracujemy na całym świecie. Możliwość pomocy i służenia tym ludziom sprawia, że wszystko jest warte zachodu”.
– Fitz Acheson, inżynier ds. zastosowań i trener techniczny
Pytanie 2: Jak wyrównać drążek do wiercenia do otworu, który jest tak zniszczony, że nie ma żadnego punktu odniesienia?
FITZ: Zazwyczaj, gdy otwory są tak bardzo zużyte, że nie ma punktu odniesienia, należy ustalić punkt odniesienia lub punkt referencyjny. Jeśli nie są dostępne żadne wydruki, należy dokonać uzasadnionego przypuszczenia dotyczącego położenia otworu w stosunku do określonych punktów na maszynie (lub ciężkim sprzęcie). Jeśli zadanie wymaga dużej dokładności, mogą być potrzebne wydruki i precyzyjny sprzęt pomiarowy, aby zapewnić, że wyrównanie mieści się w wymaganych tolerancjach.
Pytanie 3: Jaki jest najlepszy sposób dokładnego pomiaru otworu i ustawienia narzędzia?
FITZ: Istnieje wiele sposobów wykonywania pomiarów i zazwyczaj korzystne jest posiadanie sposobu sprawdzania dokładności pomiarów otworów za pomocą dodatkowej metody. Suwmiarki nad prętem są szybkim i dość dokładnym sposobem pomiaru otworu, gdy pręt jest nadal zamontowany. Ponadto nasze narzędzie do pomiaru otworów mierzy odległość od pręta do powierzchni otworu, umożliwiając operatorowi szybkie określenie średnicy otworu. Narzędzie do pomiaru otworów pełni również funkcję urządzenia do ustawiania narzędzi, pomagając w dokładnym indeksowaniu narzędzia. Jeśli narzędzia te nie są dostępne, suwmiarki sprężynowe i mikrometry są tradycyjnym sposobem szybkiego określenia średnicy otworu. Do ustawiania narzędzi standardowy wskaźnik zegarowy o skoku 1 cala (25 mm) z głowicą grzybkową i podstawą magnetyczną z łatwością i dokładnością pomoże operatorowi w regulacji wysokości narzędzia. Standardowe narzędzia do pomiaru otworów, takie jak mikrometry wewnętrzne i mierniki T, zapewniają absolutną dokładność, ale do wykonania tych pomiarów konieczne jest wyjęcie pręta.
Pytanie 4: Jak blisko obrabianego otworu powinny znajdować się łożyska?
FITZ: Jak najbliżej otworu, ale tak, aby umożliwić dostęp do narzędzia skrawającego w celu ustawienia i pomiaru wysokości narzędzia. Zazwyczaj jedno łożysko może znajdować się dość blisko, a druga strona służy do „ustawiania i pomiaru narzędzia”.
Ogólną zasadą jest zapewnienie, aby odległość między narzędziem a najbliższym łożyskiem nie przekraczała siedmiokrotnej średnicy pręta. Wzmocnienie lub usztywnienie mocowań CLIMAX w dwóch kierunkach, pod kątem 90 stopni względem siebie, zapewni sztywniejszą konstrukcję oraz poprawi dokładność i powtarzalność.
Pytanie 5: Jakiego rodzaju narzędzia powinienem użyć?
FITZ: Osobiście lubię mieć do dyspozycji wszystkie opcje. Narzędzia HSS, choć „staromodne” i wolniejsze od węglika w SFPM, są niedrogie, łatwe do ostrzenia i nie pękają jak węglik.
Narzędzia z węglika spawanego doskonale nadają się do obróbki materiałów spawanych, ponieważ są odporne na wysoką gęstość granic ziaren w spoinie i nie ulegają zużyciu, jak ma to miejsce w przypadku narzędzi HSS. Jednak ze względu na wrażliwość węglika na pękanie, warto mieć możliwość ostrzenia końcówek narzędzi (ściernica z węglika krzemu) oraz niewielki kamień do delikatnego wygładzania ostrej krawędzi końcówki z węglika podczas obróbki zgrubnej.
Wkładki z węglika spiekanego mają bardzo zaawansowaną konstrukcję i są dostępne w szerokiej gamie wariantów. Pozwalają one uzyskać doskonałą jakość wykończenia i dokładność bez konieczności posiadania umiejętności ostrzenia, które są wymagane w przypadku narzędzi HSS i narzędzi z węglika spiekanego lutowanego. Jednak wkładki są zazwyczaj dość drogie, więc operator może używać narzędzi HSS lub narzędzi z węglika spiekanego lutowanego do obróbki zgrubnej, a do wykańczania wybierać narzędzia z wkładkami.
Jak wiele innych rzeczy w życiu, każdy ma swoje ulubione systemy, które wynikają z jego otoczenia, doświadczenia i ograniczeń czasowych.
Czy masz dodatkowe pytania dotyczące wytaczarek CLIMAX? Skontaktuj się z nami już dziś, aby porozmawiać z CLIMAX i znaleźć najlepsze rozwiązanie dla Twojej firmy.