Подписываясь, вы соглашаетесь с нашей Политикой конфиденциальности.
ЛИНЕЙНОЕ СВЕРЛЕНИЕ С ФИТЦОМ ЭЧЕСОНОМ: ПЯТЬ ЧАСТО ЗАДАВАЕМЫХ ВОПРОСОВ
18 сентября 2018 года
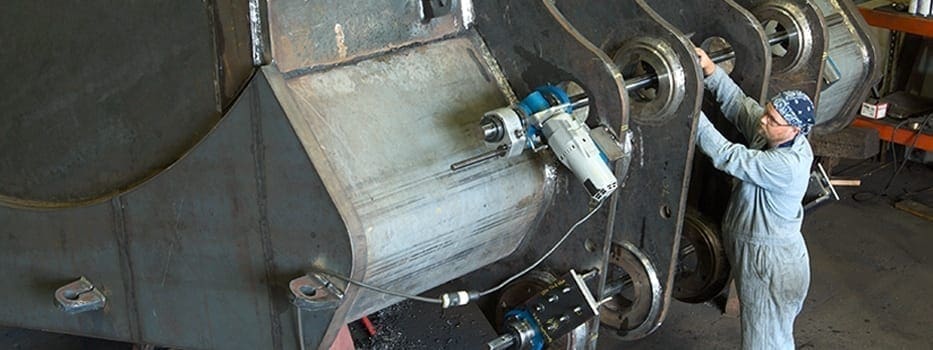
 При планировании линейная расточная машина В нашей работе клиенты задают десятки вопросов каждый день. Мы встретились с Фитцем Эйчесоном, нашим инженером-прикладником и техническим тренером по CLIMAX и попросил его выделить пять наиболее часто задаваемых вопросов, которые он слышит в отношении растачивания линий:
При планировании линейная расточная машина В нашей работе клиенты задают десятки вопросов каждый день. Мы встретились с Фитцем Эйчесоном, нашим инженером-прикладником и техническим тренером по CLIMAX и попросил его выделить пять наиболее часто задаваемых вопросов, которые он слышит в отношении растачивания линий:
В1: С какой скоростью должен вращаться стержень при обработке?
FITZ: Это зависит от используемого инструмента и диаметра отверстия. Если вы используете инструмент из быстрорежущей стали (HSS), обычно рекомендуется не более 80 футов в минуту (24 метра в минуту). Чтобы рассчитать целевую частоту вращения, возьмите SFPM (80) x 4 и разделите на диаметр (8 дюймов) = 40 RPM. Другой пример: SFPM (80) x 4 и делите на диаметр (4 дюйма) = 80 оборотов в минуту. Чтобы рассчитать целевую частоту вращения в метрической системе, возьмите MPM (24) x 320 и делите на диаметр (203 мм) = 38 оборотов в минуту. Другой пример: MPM (24) x 320 и делите на диаметр (102 мм) = 75 об/мин.
Кроме того, при использовании инструментов HSS стружка должна быть серого цвета. Синяя стружка указывает на перегрев HSS, в результате чего он теряет свою твердость и значительно снижает производительность обработки. С твердосплавными инструментами можно работать без охлаждающей жидкости со скоростью примерно 120 SFPM (37 MPM), при этом светло-синяя стружка указывает на приближение к пределу скорости.
«Хотя клиенты обычно обращаются к нам за нашим опытом, мне больше всего нравится знакомиться с различными методами и юмором талантливых людей, с которыми мы работаем по всему миру. Возможность помогать этим людям и быть им полезным делает все это стоящим».
– Фитц Эйчесон, инженер-прикладник и технический инструктор
Вопрос 2: Как выровнять сверлильный стержень по отношению к отверстию, которое настолько повреждено, что нет никаких ориентиров?
FITZ: Обычно, когда отверстия настолько изношены, что нет никаких ориентиров, необходимо установить базовую точку или ориентир. Если нет чертежей, то следует сделать обоснованное предположение о расположении отверстия по отношению к конкретным точкам на станке (или тяжелом оборудовании). Если работа требует высокой точности, то могут потребоваться чертежи и точное измерительное оборудование, чтобы обеспечить выравнивание в пределах требуемых допусков.
Вопрос 3: Каков лучший способ точно измерить отверстие и настроить инструмент?
FITZ: Существует много способов проведения измерений, и, как правило, целесообразно иметь возможность проверить точность измерений отверстия с помощью вторичного метода. Штангенциркули — это быстрый и достаточно точный способ измерения отверстия, когда штанга еще установлена. Кроме того, наш инструмент для измерения отверстий измеряет расстояние от штанги до поверхности отверстия, что позволяет оператору быстро определить диаметр отверстия. Инструмент для измерения отверстий также служит устройством для настройки инструмента, помогая точно индексировать инструмент. Если эти инструменты недоступны, пружинные штангенциркули и микрометры являются старым способом быстрого определения диаметра отверстия. Для настройки инструмента стандартный индикатор с ходом 1 дюйм (25 мм), грибовидной головкой и магнитным основанием легко и точно поможет оператору отрегулировать высоту инструмента. Стандартные инструменты для измерения отверстий, такие как внутренние микрометры и T-образные калибры, обеспечивают абсолютную точность, но для этих измерений необходимо снимать стержень.
Вопрос 4: Насколько близко подшипники должны находиться к обрабатываемому отверстию?
FITZ: Как можно ближе к отверстию, но с обеспечением доступа к режущему инструменту для его установки и измерения высоты. Обычно один подшипник может быть расположен довольно близко, а другая сторона является стороной «установки и измерения инструмента».
Общее правило заключается в том, чтобы расстояние между инструментом и ближайшим подшипником не превышало семи диаметров прутка. Укрепление опор CLIMAX в двух направлениях, расположенных под углом 90 градусов друг к другу, обеспечит более жесткую конструкцию и повысит точность и стабильность работы.
Вопрос 5: Какой тип инструмента мне следует использовать?
FITZ: Лично я предпочитаю иметь в своем распоряжении все возможные варианты. Инструменты HSS, хотя и являются «старой школой» и медленнее, чем карбидные, в SFPM, но они недорогие, их легко затачивать, и они не ломаются, как карбидные.
Паяные твердосплавные инструменты отлично подходят для обработки сварных материалов, поскольку они выдерживают высокую плотность границ зерен в сварном металле, не изнашиваясь, как быстрорежущая сталь. Однако из-за чувствительности карбида к разрушению целесообразно иметь возможность затачивать режущие части инструмента (колесо из карбида кремния) и иметь небольшой мелкий камень для легкой заточки острой кромки твердосплавного режущего элемента при черновой обработке.
Сверла с твердосплавными пластинами имеют усовершенствованную конструкцию и предлагают широкий выбор вариантов. Они позволяют легко добиться превосходной чистоты обработки и точности без необходимости обладать навыками заточки, которые требуются для сверл из быстрорежущей стали и паяных твердосплавных сверл. Однако сверла с пластинами, как правило, довольно дорогие, поэтому оператор может использовать сверла из быстрорежущей стали или паяные твердосплавные сверла для черновой обработки и выбирать сверла с пластинами для чистовой обработки.
Как и во многих других сферах жизни, у каждого человека есть свои предпочтительные системы, основанные на его окружении, опыте и временных ограничениях.
У вас есть дополнительные вопросы о вертикально-верстачных сверлильных станках CLIMAX? Свяжитесь с нами сегодня, чтобы пообщаться с CLIMAX и подобрать оптимальное решение для вашей компании.