Iscrivendoti accetti la nostra Informativa sulla privacy
LINE BORING CON FITZ ACHESON: CINQUE DOMANDE FREQUENTI
18 settembre 2018
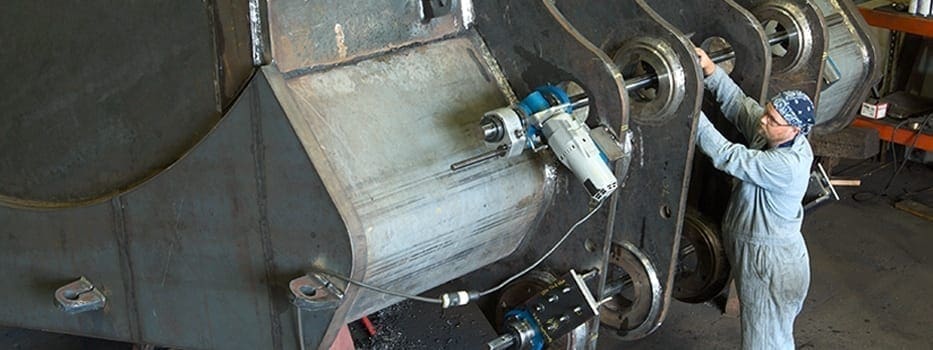
 Quando si pianifica un alesatrice in linea lavoro, ci sono decine di domande che i clienti pongono ogni giorno. Abbiamo incontrato Fitz Acheson, il nostro ingegnere applicativo e formatore tecnico per CLIMAX e gli ho chiesto di evidenziare le cinque domande più frequenti che gli vengono poste riguardo all'alesatura in linea:
Quando si pianifica un alesatrice in linea lavoro, ci sono decine di domande che i clienti pongono ogni giorno. Abbiamo incontrato Fitz Acheson, il nostro ingegnere applicativo e formatore tecnico per CLIMAX e gli ho chiesto di evidenziare le cinque domande più frequenti che gli vengono poste riguardo all'alesatura in linea:
D1: A quale velocità deve ruotare la barra durante la lavorazione?
FITZ: Dipende dall'utensile utilizzato e dal diametro del foro. Se si utilizzano utensili in acciaio rapido (HSS), in genere si consiglia di non superare gli 80 piedi al minuto (24 metri al minuto). Per calcolare il numero di giri al minuto desiderato, moltiplicare SFPM (80) per 4 e dividere per il diametro (8 pollici) = 40 giri al minuto. Un altro esempio potrebbe essere: SFPM (80) x 4 e dividere per il diametro (4 pollici) = 80 RPM. Per calcolare il numero di giri al minuto desiderato in unità metriche, prendere MPM (24) x 320 e dividere per il diametro (203 mm) = 38 RPM. Un altro esempio potrebbe essere: MPM (24) x 320 e dividere per il diametro (102 mm) = 75 RPM.
Inoltre, quando si utilizzano utensili HSS, i trucioli dovrebbero essere di colore grigio. I trucioli blu indicano che l'HSS si sta surriscaldando, nel qual caso perde la sua durezza e riduce notevolmente le prestazioni di lavorazione. Con gli utensili in carburo, è possibile lavorare senza refrigerante fino a circa 120 SFPM (37 MPM), dove un truciolo di colore azzurro indica che si sta avvicinando al limite della velocità massima.
"Sebbene i clienti ci contattino principalmente per la nostra esperienza, ciò che preferisco è conoscere i diversi metodi e lo spirito delle persone di talento con cui collaboriamo in tutto il mondo. Poter aiutare e servire queste persone rende tutto più gratificante."
– Fitz Acheson, ingegnere applicativo e formatore tecnico
Q2: Come posso allineare la barra di alesatura a un foro talmente danneggiato da non avere alcun punto di riferimento?
FITZ: In genere, quando i fori sono talmente danneggiati da non poter essere utilizzati come riferimento, è necessario stabilire un dato o un riferimento. Se non sono disponibili stampe, è necessario effettuare una stima accurata della posizione del foro in relazione a punti specifici della macchina (o dell'attrezzatura pesante). Se il lavoro richiede un'elevata precisione, potrebbero essere necessarie stampe e strumenti di misurazione di precisione per garantire che l'allineamento rientri nelle tolleranze richieste.
Q3: Qual è il modo migliore per misurare con precisione il foro e impostare l'utensile?
FITZ: Esistono molti modi per eseguire le misurazioni e, in genere, è vantaggioso disporre di un metodo secondario per verificare l'accuratezza delle misurazioni del foro. I calibri a barra sono un modo rapido e abbastanza accurato per misurare il foro mentre la barra è ancora installata. Inoltre, il nostro strumento di misurazione del foro misura la distanza dalla barra alla superficie del foro, consentendo all'operatore di determinare rapidamente il diametro del foro. Lo strumento di misurazione del foro funge anche da dispositivo di regolazione dell'utensile, aiutando a indicizzare l'utensile con precisione. Se questi strumenti non sono disponibili, i calibri a molla e i micrometri sono il metodo tradizionale per determinare rapidamente il diametro del foro. Per la regolazione dell'utensile, un comparatore standard da 1 pollice (25 mm) con testa a fungo e base magnetica aiuterà l'operatore a regolare l'altezza dell'utensile in modo facile e preciso. Gli strumenti standard per la misurazione dei fori, come i micrometri interni e i calibri a T, forniscono una precisione assoluta, ma per queste misurazioni è necessario rimuovere la barra.
Q4: Quanto devono essere vicini i cuscinetti al foro da lavorare?
FITZ: Il più vicino possibile al foro, consentendo comunque l'accesso all'utensile da taglio per la regolazione e la misurazione dell'altezza dell'utensile. In genere, un cuscinetto può essere posizionato molto vicino, mentre l'altro lato è quello dedicato alla "regolazione e misurazione dell'utensile".
Come regola generale, è opportuno assicurarsi che la distanza tra l'utensile e il cuscinetto più vicino non superi le sette volte il diametro della barra. Il rinforzo o il puntellamento dei supporti CLIMAX in due direzioni, a 90 gradi l'una rispetto all'altra, garantirà una configurazione più rigida e migliorerà la precisione e l'uniformità.
D5: Che tipo di strumento dovrei usare?
FITZ: Personalmente, mi piace avere tutte le opzioni a mia disposizione. Gli utensili HSS, sebbene siano "vecchia scuola" e più lenti del carburo in termini di SFPM, sono economici, facili da affilare e non si rompono come il carburo.
Gli utensili in carburo brasato sono eccellenti per la lavorazione di materiali saldati perché sono in grado di resistere all'alta densità dei bordi dei grani nel metallo saldato senza usurarsi come invece accade con gli utensili HSS. Tuttavia, data la sensibilità del carburo alla frattura, è consigliabile avere la possibilità di affilare le punte degli utensili (mola in carburo di silicio) e disporre di una piccola pietra fine per levigare leggermente il bordo affilato della punta in carburo durante la sgrossatura.
Le punte con inserti in carburo hanno un design altamente avanzato e offrono un'ampia gamma di scelta. È possibile ottenere finiture e precisione superiori senza bisogno delle competenze di affilatura richieste dall'HSS e dal carburo brasato. Tuttavia, le punte con inserti sono generalmente piuttosto costose, quindi un operatore potrebbe utilizzare l'HSS o il carburo brasato per la sgrossatura e scegliere una punta con inserti per la finitura.
Come molte cose nella vita, ogni persona ha i propri sistemi preferiti in base al proprio ambiente, alla propria esperienza e ai propri limiti di tempo.
Avete altre domande sulle alesatrici a colonna CLIMAX? Contattateci oggi stesso per parlare con un CLIMAX e individuare la soluzione più adatta alla vostra azienda.