Al suscribirte, aceptas nuestra Política de privacidad.
LINE BORING CON FITZ ACHESON: CINCO PREGUNTAS FRECUENTES
18 de septiembre de 2018
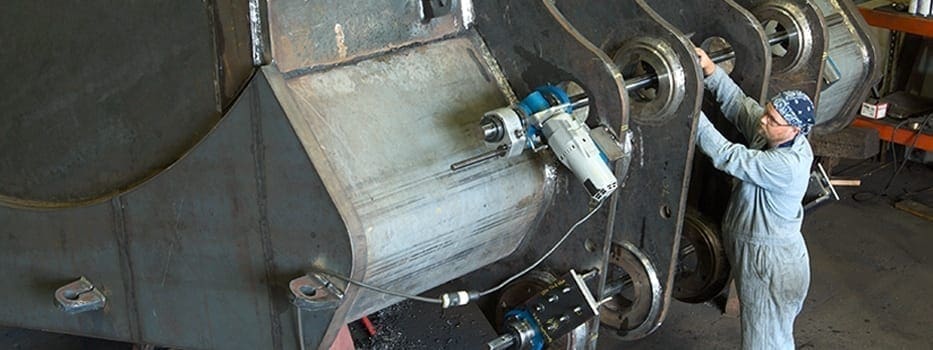
 Al planificar un mandrinadora En el trabajo, los clientes nos hacen docenas de preguntas cada día. Nos reunimos con Fitz Acheson, nuestro ingeniero de aplicaciones y formador técnico para CLIMAX y le pidió que destacara las cinco preguntas más frecuentes que le hacen con respecto al mandrinado en línea:
Al planificar un mandrinadora En el trabajo, los clientes nos hacen docenas de preguntas cada día. Nos reunimos con Fitz Acheson, nuestro ingeniero de aplicaciones y formador técnico para CLIMAX y le pidió que destacara las cinco preguntas más frecuentes que le hacen con respecto al mandrinado en línea:
P1: ¿A qué velocidad debe girar la barra cuando estoy mecanizando?
FITZ: Esto depende de las herramientas que utilice y del diámetro del orificio. Si utiliza herramientas de acero rápido (HSS), normalmente se recomienda no superar los 80 pies por minuto (24 metros por minuto). Para calcular las RPM objetivo, multiplique su SFPM (80) por 4 y divida por el diámetro (8 pulgadas) = 40 RPM. Otro ejemplo sería: SFPM (80) x 4 y dividir por el diámetro (4 pulgadas) = 80 RPM. Para calcular las RPM objetivo en métrico, tome su MPM (24) x 320 y divida por el diámetro (203 mm) = 38 RPM. Otro ejemplo sería: MPM (24) x 320 y dividir por el diámetro (102 mm) = 75 RPM.
Además, cuando utilice herramientas HSS, las virutas deben ser de color gris. Las virutas azules indican que el HSS se está sobrecalentando, en cuyo caso pierde su dureza y reduce considerablemente el rendimiento del mecanizado. Con herramientas de carburo, puede trabajar sin refrigerante a aproximadamente 120 SFPM (37 MPM), donde una viruta azul claro indica que se está acercando al límite de la velocidad.
«Aunque los clientes suelen llamarnos por nuestra experiencia, lo que más me gusta es conocer los diferentes métodos y el sentido del humor de las personas con talento con las que trabajamos en todo el mundo. Poder ayudar y prestar servicio a estas personas hace que todo merezca la pena».
– Fitz Acheson, ingeniero de aplicaciones y formador técnico
P2: ¿ Cómo alineo la barra de perforación con un orificio que está tan dañado que no hay ningún punto de referencia?
FITZ: Normalmente, cuando los orificios están tan deteriorados que no hay ninguna referencia, hay que establecer un punto de referencia. Si no hay planos disponibles, hay que hacer una estimación fundamentada de la ubicación del orificio en relación con puntos específicos de la máquina (o equipo pesado). Si el trabajo requiere una gran precisión, es posible que se necesiten planos y equipos de medición de alta precisión para garantizar que la alineación se encuentre dentro de las tolerancias requeridas.
P3: ¿Cuál es la mejor manera de medir con precisión el diámetro interior y ajustar la herramienta?
FITZ: Hay muchas formas de realizar mediciones y, por lo general, es conveniente disponer de un método secundario para comprobar la precisión de las mediciones del diámetro interior. Los calibres de barra son una forma rápida y bastante precisa de medir el diámetro interior con la barra aún instalada. Además, nuestra herramienta de medición del diámetro interior mide la distancia entre la barra y la superficie del diámetro interior, lo que permite al operador determinar rápidamente el diámetro del diámetro interior. La herramienta de medición de diámetros interiores también funciona como dispositivo de ajuste de herramientas, lo que ayuda a indexar la herramienta con precisión. Si no se dispone de estas herramientas, los calibres de resorte y los micrómetros son la forma tradicional de determinar rápidamente el diámetro interior. Para el ajuste de herramientas, un indicador de cuadrante estándar de 1 pulgada (25 mm) con cabeza de seta y base magnética ayudará al operador a ajustar la altura de la herramienta de forma fácil y precisa. Las herramientas estándar de medición de diámetros interiores, como los micrómetros interiores y los calibres en T, proporcionan una precisión absoluta, pero es necesario retirar la barra para realizar estas mediciones.
P4: ¿A qué distancia deben estar los cojinetes del orificio que se está mecanizando?
FITZ: Lo más cerca posible del orificio, pero permitiendo el acceso a la herramienta de corte para ajustar y medir la altura de la herramienta. Normalmente, un cojinete puede estar bastante cerca y el otro lado es el lado de «ajuste y medición de la herramienta».
Una regla general sería asegurarse de que la distancia entre la herramienta y el cojinete más cercano no supere siete veces el diámetro de la barra. Reforzar o apuntalar los soportes CLIMAX en dos direcciones, con un ángulo de 90 grados entre sí, garantizará una configuración más rígida y mejorará la precisión y la uniformidad.
P5: ¿Qué tipo de herramienta debo utilizar?
FITZ: Personalmente, me gusta tener todas las opciones disponibles. Las herramientas HSS, aunque son «anticuadas» y más lentas que las de carburo en SFPM, son económicas, fáciles de afilar y no se fracturan como las de carburo.
Las herramientas de carburo soldadas son excelentes para el mecanizado de materiales soldados, ya que pueden soportar la alta densidad de los límites de grano en el metal soldado sin desgastarse como lo hace el HSS. Sin embargo, debido a la sensibilidad del carburo a la fractura, es aconsejable disponer de la capacidad de afilar las puntas de la herramienta (rueda de carburo de silicio) y de una pequeña piedra fina para pulir ligeramente el filo de la punta de carburo durante el desbaste.
Las brocas con insertos de carburo tienen diseños muy avanzados y ofrecen una amplia gama de opciones. Permiten obtener acabados y precisiones superiores sin necesidad de tener los conocimientos de afilado que requieren las brocas HSS y las de carburo soldado. Sin embargo, las brocas con insertos suelen ser bastante caras, por lo que el operario puede utilizar brocas HSS o de carburo soldado para el desbaste y elegir una broca con insertos para el acabado.
Como tantas cosas en la vida, cada persona tiene sus propios sistemas preferidos en función de su entorno, experiencia y limitaciones de tiempo.
¿Tiene alguna otra pregunta sobre las máquinas de mandrinado CLIMAX? Póngase en contacto con nosotros hoy mismo para hablar con un CLIMAX y encontrar la mejor solución para su empresa.