Subskrybując, wyrażasz zgodę na naszą Politykę prywatności.
ZDJĘCIE ROKU #9: Naprawa elektrycznej koparki linowej w kopalni
16 stycznia 2025 r.

Josh Simmons użył sześciu CLIMAX BB5000 do ponownej obróbki otworów ramy gąsienicowej w koparce górniczej P&H 4100XPC!
P&H 4100XPC to ogromna elektryczna koparka linowa, szeroko stosowana w górnictwie odkrywkowym do przenoszenia znacznych ilości nadkładu, rudy lub innych materiałów. Dzięki pojemności łyżki wynoszącej 100 ton lub więcej ta wytrzymała maszyna jest niezbędna w górnictwie węgla, miedzi, złota i rudy żelaza. Jej niezawodność ma kluczowe znaczenie dla utrzymania wydajności w przemyśle wydobywczym.
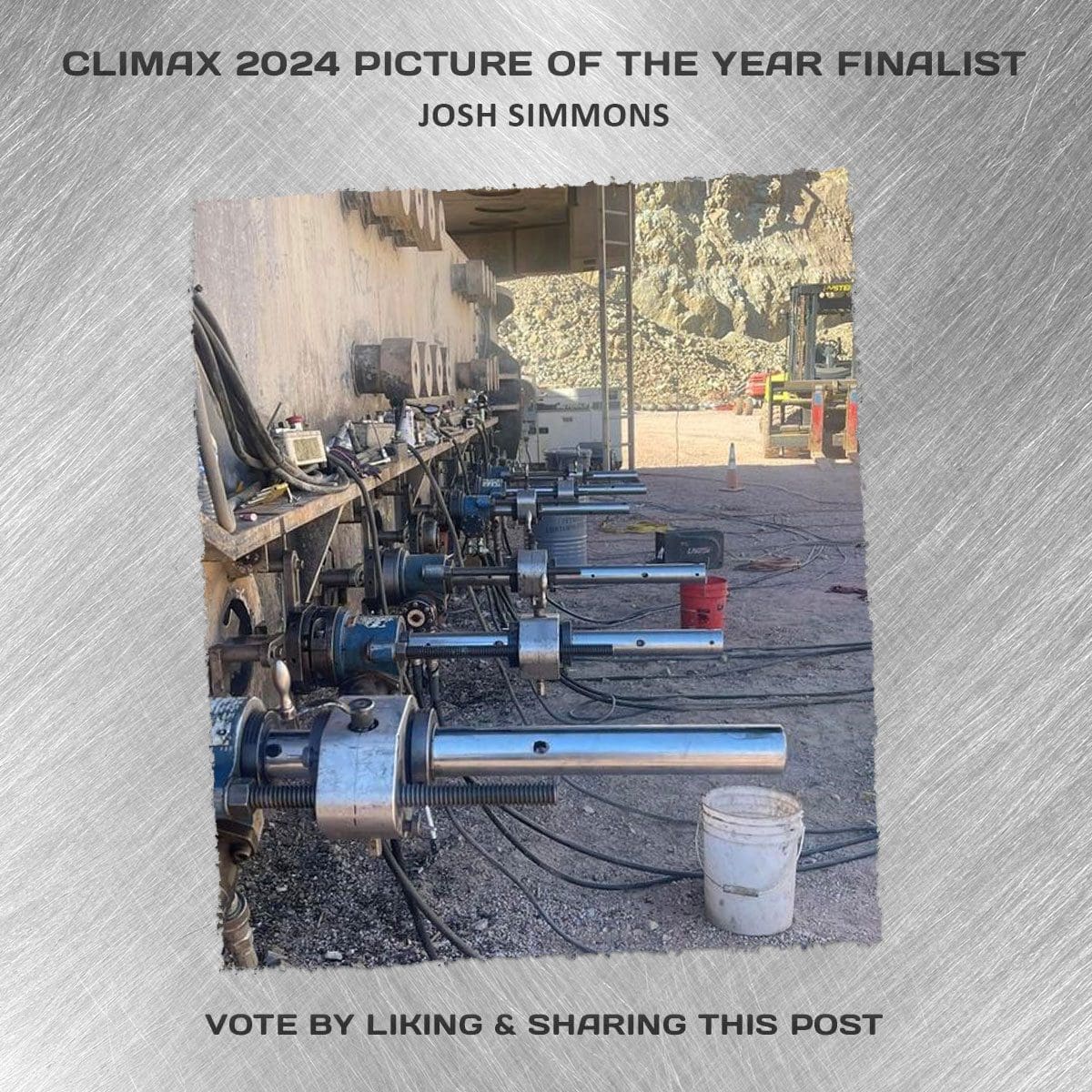
| GŁOSUJ, POLUBIJĄC I UDOSTĘPNIAJĄC TEN POST
Pomóż nam uhonorować mechaników i techników z całego świata, oddając swój głos poprzez „polubienie” i „udostępnienie”. Zdjęcie, które uzyska najwięcej wyświetleń, WYGRYWA tytuł Zdjęcia Roku 2024.
|
 Ramy gąsienicowe koparki górniczej P&H 4100XPC podtrzymują jej ogromną masę i zapewniają mobilność niezbędną do zmiany położenia w kopalniach. Z biegiem czasu otwory w ramach gąsienicowych ulegają zużyciu, deformacji i niewspółosiowości z powodu ekstremalnych obciążeń eksploatacyjnych. Wytaczanie lub ponowna obróbka otworów w ramach gąsienicowych ma kluczowe znaczenie dla utrzymania wydajności, bezpieczeństwa i niezawodności koparki. Oto dlaczego:
Ramy gąsienicowe koparki górniczej P&H 4100XPC podtrzymują jej ogromną masę i zapewniają mobilność niezbędną do zmiany położenia w kopalniach. Z biegiem czasu otwory w ramach gąsienicowych ulegają zużyciu, deformacji i niewspółosiowości z powodu ekstremalnych obciążeń eksploatacyjnych. Wytaczanie lub ponowna obróbka otworów w ramach gąsienicowych ma kluczowe znaczenie dla utrzymania wydajności, bezpieczeństwa i niezawodności koparki. Oto dlaczego:
1. Przywrócenie wyrównania
- Problem: Naprężenia eksploatacyjne, nierówny teren i zużycie mogą powodować rozregulowanie otworów ramy gąsienicy.
- Wpływ: Niewspółosiowość powoduje nierównomierny rozkład obciążenia na sworzniach, tulejach i rolkach, co zwiększa zużycie i zmniejsza wydajność.
- Rozwiązanie: Wytaczanie liniowe przywraca precyzyjne wyrównanie otworów, zapewniając płynną pracę i równomierny rozkład obciążenia.
2. Utrzymanie integralności strukturalnej
- Problem: Powtarzające się cykle ekstremalnych obciążeń mogą powodować odkształcenia lub zużycie powierzchni otworów, co zagraża integralności strukturalnej ramy gąsienicy.
- Wpływ: Osłabione ramy torów zwiększają ryzyko awarii sprzętu i przestojów w pracy.
- Rozwiązanie: Wytaczanie otworów pozwala usunąć uszkodzony materiał i przywrócić otwory do ich pierwotnych wymiarów, zachowując integralność strukturalną ram torów.
3. Zapobieganie nadmiernemu zużyciu elementów
- Problem: Zużyte lub niewłaściwie wyrównane otwory powodują nierównomierne obciążenie sworzni, tulei i rolek, przyspieszając ich zużycie i skracając ich żywotność.
- Wpływ: Powoduje to wzrost kosztów konserwacji i konieczność częstszego wymiany drogich części.
- Rozwiązanie: Ponowna obróbka zapewnia odpowiedni rozmiar i wyrównanie otworów, zmniejszając zużycie połączonych elementów.
4. Zwiększenie mobilności sprzętu
- Problem: Niewłaściwe ustawienie lub uszkodzenie otworów może prowadzić do zacinania się lub nierównomiernego ruchu w układzie gąsienicowym, ograniczając możliwość płynnej zmiany położenia łyżki.
- Wpływ: Pogarsza to wydajność operacyjną i zwiększa obciążenie systemu torowego.
- Rozwiązanie: Wytaczanie linii przywraca płynny i równomierny ruch, poprawiając mobilność łopaty i wydajność pracy.
5. Poprawa bezpieczeństwa
- Problem: Uszkodzona lub zużyta rama gąsienicy zwiększa ryzyko katastrofalnej awarii, która może spowodować wypadki lub obrażenia.
- Rozwiązanie: Regularna ponowna obróbka otworów zapewnia zachowanie integralności strukturalnej ram torów, zmniejszając ryzyko związane z bezpieczeństwem operatorów i personelu konserwacyjnego.
6. Zapewnienie zgodności ze specyfikacjami OEM
- Wymaganie: Otwory w ramie toru muszą spełniać tolerancje producenta oryginalnego wyposażenia (OEM), aby zapewnić prawidłowe działanie i niezawodność.
- Rozwiązanie: Wytaczanie otworów przywraca otwory do specyfikacji OEM, zachowując kompatybilność i standardy wydajności.
7. Minimalizacja przestojów i kosztów
- Problem: Ignorowanie problemów związanych z otworami w ramie toru może prowadzić do poważnych uszkodzeń, wymagających kosztownych napraw i długotrwałych przestojów.
- Rozwiązanie: Proaktywna ponowna obróbka i wytaczanie liniowe minimalizują ryzyko poważnych awarii, zmniejszając ogólne koszty konserwacji i maksymalizując czas sprawności.
Proces wiercenia otworów w ramie toru:
Krok 1: Kontrola i ocena
- Zmierz średnicę otworu, aby określić stopień zużycia, odkształcenia lub uszkodzenia.
- Określić, czy konieczne jest spawanie otworu, aby przywrócić jego parametry techniczne.
Krok 2: Przygotowanie
- Czyszczenie:
- Oczyść otwór, aby usunąć brud, smar i zanieczyszczenia.
- Użyj szlifowania lub piaskowania, żeby usunąć korozję lub uszkodzony materiał.
- Konfiguracja sprzętu:
- Zainstalować przenośną spawarkę do otworów, umieszczając ją pośrodku otworu.
- Zapewnij prawidłowe ustawienie aparatu spawalniczego, aby uzyskać równomierne nakładanie materiału.
Krok 3: Spawanie otworów
- Wybór materiałów:
- Wybierz metal wypełniający zgodny z materiałem podstawowym ramy gąsienicy, aby zapewnić integralność strukturalną i trwałość.
- Proces spawania:
- Użyj automatycznego sprzętu do spawania otworów, żeby równomiernie rozłożyć materiał spawalniczy na całym obwodzie otworu.
- Utrzymuj stałe ustawienia temperatury i prędkości, aby uniknąć wad, takich jak porowatość lub nierównomierne nagromadzenie materiału.
- Budowa warstw:
- W razie potrzeby nałożyć kilka warstw materiału spawalniczego, budując powierzchnię do wymiarów nieco większych niż wymagane.
- Chłodzenie:
- Pozwól, aby spawany otwór ostygł stopniowo, aby zapobiec naprężeniom termicznym lub pękaniu.
Krok 4: Wytaczanie linii
- Konfiguracja:
- Zainstalować urządzenie do wiercenia liniowego w celu obróbki spawanego otworu zgodnie z ostatecznymi specyfikacjami.
- Dokładnie wyrównaj narzędzie do wiercenia z linią środkową ramy gąsienicy.
- Obróbka skrawaniem:
- Usuń nadmiar materiału spawalniczego, przywracając otworowi pierwotną średnicę, okrągłość i wyrównanie.
- Sprawdź gładkość i upewnij się, że powierzchnia jest jednolita i nadaje się do łożysk, tulei lub sworzni.
- Kontrola końcowa:
- Zmierz wymiary otworu, wyrównanie i wykończenie powierzchni, aby sprawdzić zgodność ze specyfikacjami OEM.
- Przeprowadź badania nieniszczące (NDT), takie jak badania ultradźwiękowe lub magnetyczne, aby zapewnić integralność spoiny.
Krok 5: Ponowny montaż
- Instalacja komponentów:
- Zainstaluj tuleje, łożyska lub sworznie w odnowionym otworze.
- Weryfikacja wyrównania:
- Ponownie sprawdź wyrównanie i dopasowanie wszystkich elementów, aby zapewnić prawidłowe działanie.
Łyżka górnicza P&H 4100XPC jest nieodzownym narzędziem w górnictwie odkrywkowym, pozwalającym precyzyjnie i wydajnie wykonywać ogromne nakłady pracy. Wytaczanie lub ponowna obróbka otworów ramy gąsienicy jest niezbędnym etapem konserwacji, mającym na celu przywrócenie wyrównania, zapewnienie integralności strukturalnej i zapobieganie nadmiernemu zużyciu kluczowych elementów. Proces ten nie tylko przedłuża żywotność sprzętu, ale także zwiększa bezpieczeństwo, skraca przestoje i zapewnia optymalną wydajność w wymagających warunkach górniczych. Podziękowania dla Josha Simmonsa za udostępnienie tego wspaniałego zdjęcia aplikacji.