Iscrivendoti accetti la nostra Informativa sulla privacy
FOTO DELL'ANNO N. 9: Riparazione di una pala meccanica elettrica da miniera
16 gennaio 2025

Josh Simmons ha utilizzato sei CLIMAX BB5000 per rilavorare i fori del telaio cingolato su una pala da miniera P&H 4100XPC!
Il P&H 4100XPC è un enorme escavatore elettrico a fune ampiamente utilizzato nelle operazioni di estrazione mineraria di superficie per spostare notevoli quantità di materiale di scarto, minerale o altri materiali. Con una capacità della benna di 100 tonnellate o più, questa macchina per impieghi gravosi è essenziale per le operazioni minerarie che coinvolgono carbone, rame, oro e minerale di ferro. La sua affidabilità è fondamentale per mantenere la produttività nell'industria mineraria.
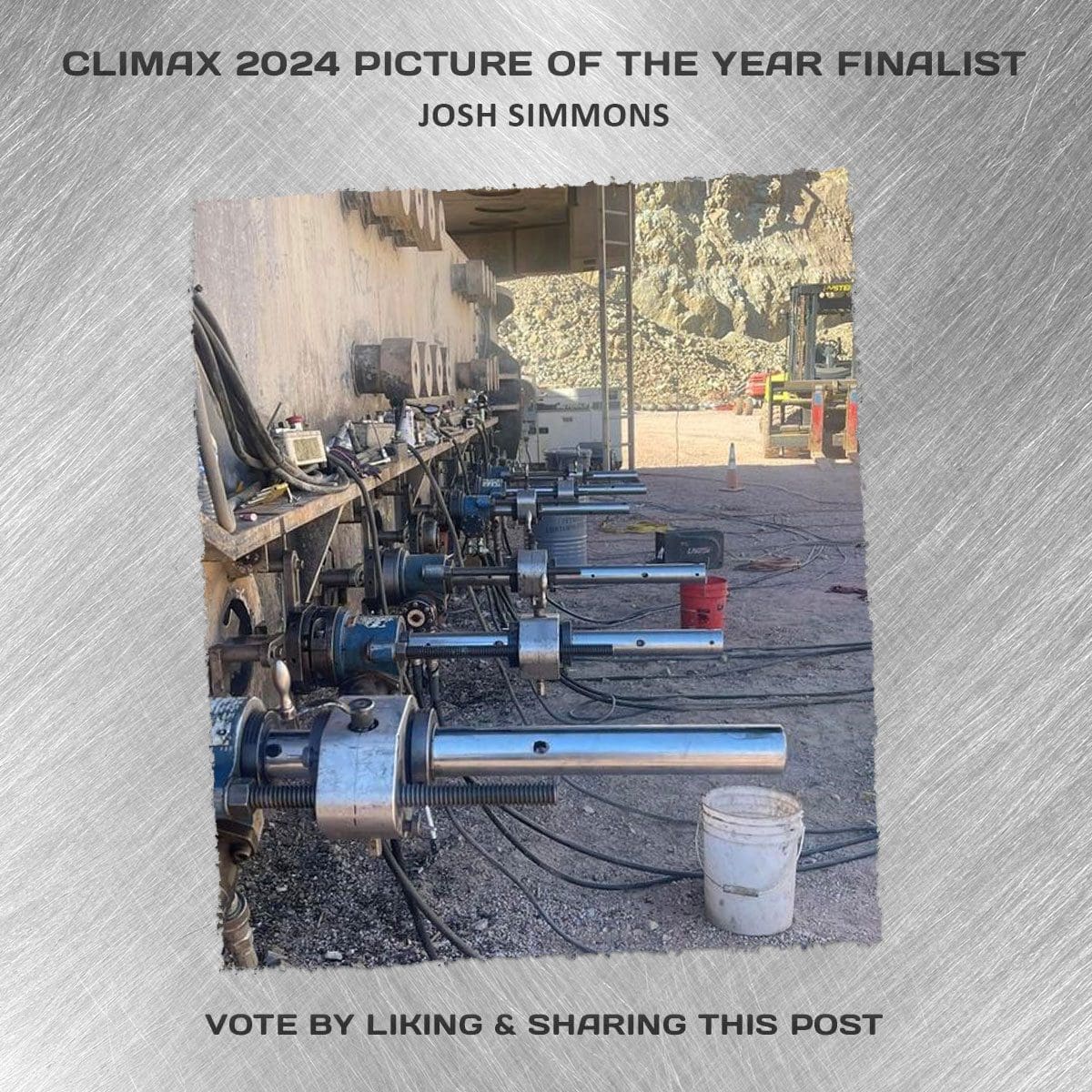
| VOTA METTENDO MI PIACE E CONDIVIDENDO QUESTO POST
Aiutaci a rendere omaggio ai macchinisti e ai tecnici in loco di tutto il mondo con il tuo voto, mettendo "mi piace" e "condividi". La foto con il maggior numero di visualizzazioni VINCERÀ il nostro Premio Foto dell'anno 2024.
|
 I telai dei cingoli di una pala mineraria P&H 4100XPC sostengono il suo enorme peso e garantiscono la mobilità necessaria per il riposizionamento nei siti minerari. Nel corso del tempo, i fori all'interno dei telai dei cingoli subiscono usura, deformazione e disallineamento a causa delle sollecitazioni operative estreme. La foratura in linea o la rilavorazione dei fori dei telai dei cingoli è fondamentale per mantenere le prestazioni, la sicurezza e l'affidabilità della pala, ed ecco perché:
I telai dei cingoli di una pala mineraria P&H 4100XPC sostengono il suo enorme peso e garantiscono la mobilità necessaria per il riposizionamento nei siti minerari. Nel corso del tempo, i fori all'interno dei telai dei cingoli subiscono usura, deformazione e disallineamento a causa delle sollecitazioni operative estreme. La foratura in linea o la rilavorazione dei fori dei telai dei cingoli è fondamentale per mantenere le prestazioni, la sicurezza e l'affidabilità della pala, ed ecco perché:
1. Ripristino dell'allineamento
- Problema: sollecitazioni operative, terreni irregolari e usura possono causare il disallineamento dei fori del telaio dei cingoli.
- Impatto: il disallineamento provoca una distribuzione non uniforme del carico su perni, boccole e rulli, aumentando l'usura e riducendo l'efficienza.
- Soluzione: l'alesatura in linea ripristina l'allineamento preciso dei fori, garantendo un funzionamento regolare e una distribuzione uniforme del carico.
2. Mantenimento dell'integrità strutturale
- Problema: cicli ripetuti di stress estremo possono deformare o consumare le superfici interne, compromettendo l'integrità strutturale del telaio del cingolo.
- Impatto: i telai delle rotaie indeboliti aumentano il rischio di guasti alle attrezzature e di interruzioni operative.
- Soluzione: la foratura in linea rimuove il materiale danneggiato e riporta i fori alle loro dimensioni originali, preservando l'integrità strutturale dei telai dei binari.
3. Prevenzione dell'usura eccessiva dei componenti
- Problema: i fori usurati o disallineati causano forze irregolari sui perni, sulle boccole e sui rulli, accelerandone l'usura e riducendone la durata.
- Impatto: ciò comporta un aumento dei costi di manutenzione e una sostituzione più frequente di componenti costosi.
- Soluzione: la rilavorazione garantisce che i fori siano correttamente dimensionati e allineati, riducendo l'usura dei componenti collegati.
4. Miglioramento della mobilità delle attrezzature
- Problema: fori disallineati o danneggiati possono causare attrito o movimenti irregolari nel sistema di cingoli, riducendo la capacità della pala di riposizionarsi agevolmente.
- Impatto: ciò compromette l'efficienza operativa e aumenta lo sforzo sul sistema di binari.
- Soluzione: l'alesatura lineare ripristina un movimento fluido e uniforme, migliorando la mobilità e l'efficienza operativa della pala.
5. Miglioramento della sicurezza
- Problema: un telaio danneggiato o usurato aumenta il rischio di guasti gravi, che potrebbero causare incidenti o lesioni.
- Soluzione: la regolare rilavorazione dei fori garantisce che i telai dei binari rimangano strutturalmente solidi, riducendo i rischi per la sicurezza degli operatori e del personale addetto alla manutenzione.
6. Garanzia delle specifiche OEM
- Requisito: i fori del telaio devono rispettare le tolleranze specificate dal produttore originale (OEM) per garantire prestazioni e affidabilità adeguate.
- Soluzione: la alesatura in linea ripristina i fori alle specifiche OEM, mantenendo la compatibilità e gli standard prestazionali.
7. Riduzione al minimo dei tempi di inattività e dei costi
- Problema: ignorare i problemi relativi al foro del telaio del binario può causare danni ingenti, che richiedono riparazioni costose e tempi di fermo prolungati.
- Soluzione: la rilavorazione proattiva e l'alesatura in linea riducono al minimo il rischio di guasti gravi, riducendo i costi complessivi di manutenzione e massimizzando i tempi di attività.
Processo di alesatura dei fori del telaio della linea B:
Fase 1: Ispezione e valutazione
- Misurare il foro per identificare l'entità dell'usura, della deformazione o del danno.
- Determinare se è necessaria la saldatura del foro per ripristinare le specifiche del foro.
Fase 2: Preparazione
- Pulizia:
- Pulire il foro per rimuovere sporco, grasso e detriti.
- Utilizzare la molatura o la sabbiatura per rimuovere la corrosione o il materiale danneggiato.
- Configurazione dell'attrezzatura:
- Installare una saldatrice portatile per fori centrata all'interno del foro.
- Assicurarsi che l'apparecchio di saldatura sia correttamente allineato per garantire una deposizione uniforme del materiale.
Fase 3: Saldatura del foro
- Selezione dei materiali:
- Scegliere un metallo d'apporto compatibile con il materiale di base del telaio del binario per garantire l'integrità strutturale e la durata.
- Processo di saldatura:
- Utilizzare attrezzature automatizzate per la saldatura di fori per depositare il materiale di saldatura in modo uniforme lungo la circonferenza del foro.
- Mantenere impostazioni di calore e velocità costanti per evitare difetti quali porosità o accumuli irregolari.
- Accumulo di strati:
- Se necessario, applicare più strati di materiale di saldatura, ricostruendo la superficie fino a ottenere dimensioni leggermente sovradimensionate.
- Raffreddamento:
- Lasciare raffreddare gradualmente il foro saldato per evitare sollecitazioni termiche o fessurazioni.
Fase 4: Foratura in linea
- Configurazione:
- Installare l'attrezzatura di alesatura in linea per lavorare il foro saldato fino alle specifiche finali.
- Allineare con precisione l'utensile di alesatura con la linea centrale del telaio del binario.
- Lavorazione meccanica:
- Rimuovere il materiale di saldatura in eccesso, ripristinando il diametro, la rotondità e l'allineamento originali del foro.
- Verificare la levigatezza e assicurarsi che la finitura superficiale sia uniforme e adatta per cuscinetti, boccole o perni.
- Ispezione finale:
- Misurare le dimensioni dell'alesaggio, l'allineamento e la finitura superficiale per verificare la conformità alle specifiche OEM.
- Eseguire prove non distruttive (NDT), come prove ultrasoniche o con particelle magnetiche, per garantire l'integrità della saldatura.
Fase 5: Rimontaggio
- Installazione dei componenti:
- Installare boccole, cuscinetti o perni nel foro restaurato.
- Verifica dell'allineamento:
- Ricontrollare l'allineamento e l'adattamento di tutti i componenti per garantire il corretto funzionamento.
La pala mineraria P&H 4100XPC è uno strumento indispensabile nell'estrazione mineraria di superficie, in grado di gestire carichi di lavoro enormi con precisione ed efficienza. La foratura in linea o la rilavorazione dei fori del telaio dei cingoli è una fase di manutenzione necessaria per ripristinare l'allineamento, garantire l'integrità strutturale e prevenire l'usura eccessiva dei componenti critici. Questo processo non solo prolunga la durata dell'attrezzatura, ma migliora anche la sicurezza, riduce i tempi di fermo e garantisce prestazioni ottimali in ambienti minerari difficili. Un ringraziamento a Josh Simmons per aver condiviso questa fantastica foto dell'applicazione.