Iscrivendoti accetti la nostra Informativa sulla privacy
FOTO DELL'ANNO N. 2: Ricostruzione del caso Bucyrus Hoist
7 gennaio 2025

HAMM Equipment, con sede a Casper, nel Wyoming, ha utilizzato 8 configurazioni di alesatura in linea per ricostruire l'intero carter di un argano Bucyrus (Caterpillar) 2570.
Sono state utilizzate barre di alesatura da 8”, 5”, 3,5” e 2,25”, e per ciascuno dei quattro casi sono state necessarie tre configurazioni di alesatura in linea. I fori dei tamburi sono stati rilavorati utilizzandol’alesatrice in linea CLIMAX BB8100, e tutte le barre sono state allineate con precisione utilizzando l’attrezzatura ottica HAMM per garantire un allineamento corretto.
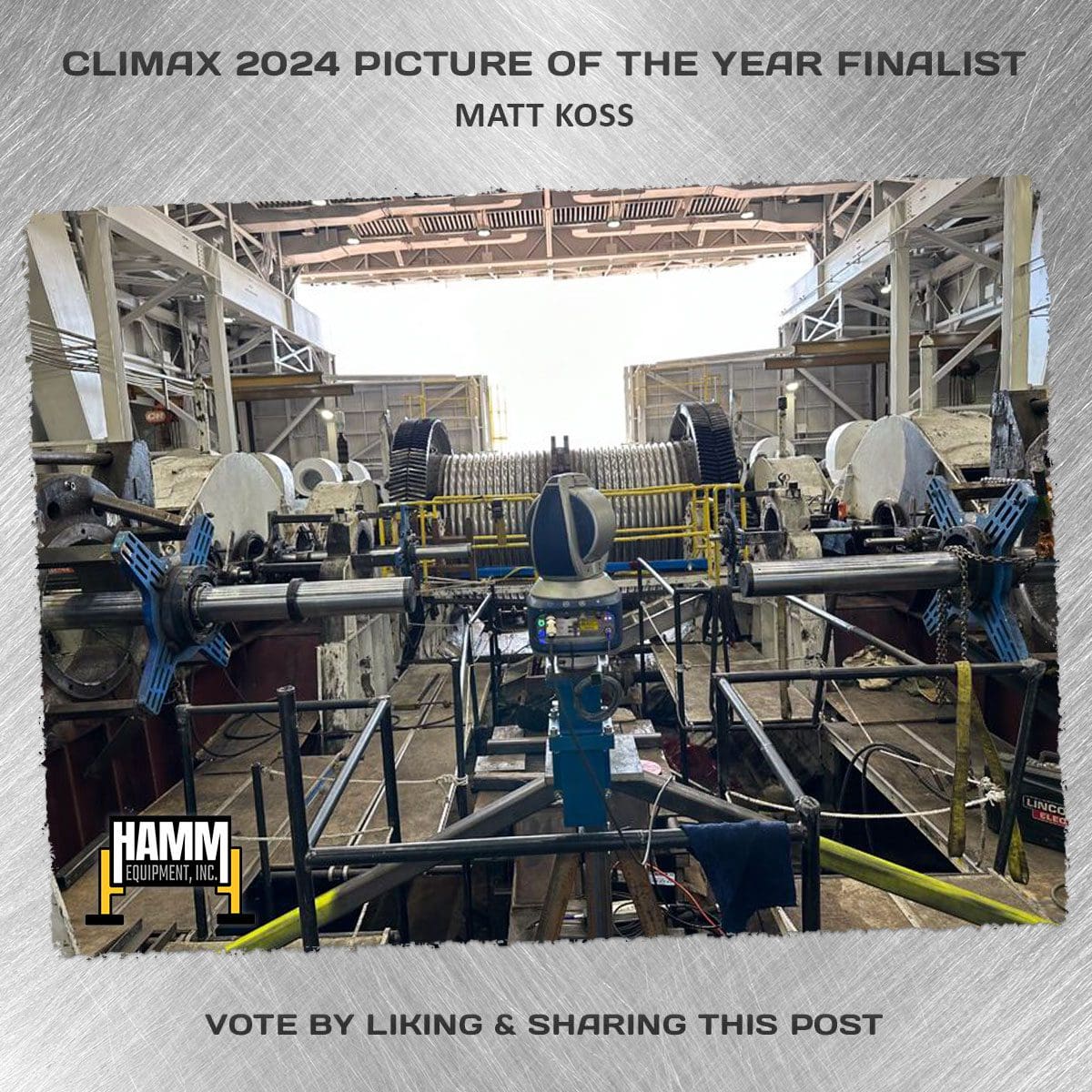
| VOTA METTENDO MI PIACE E CONDIVIDENDO QUESTO POST
Aiutaci a rendere omaggio ai macchinisti e ai tecnici in loco di tutto il mondo con il tuo voto, mettendo "mi piace" e "condividi". La foto con il maggior numero di visualizzazioni VINCERÀ il nostro Premio Foto dell'anno 2024.
|

La rilavorazione dei fori della cassa del paranco della dragline e dei fori del tamburo garantisce il corretto funzionamento, l'affidabilità e la longevità di questi componenti essenziali della dragline nelle operazioni di estrazione mineraria e scavo pesanti, ed ecco perché:
1. Ripristino dell'allineamento preciso
- Importanza: i fori disallineati possono causare un funzionamento irregolare dell'albero e del tamburo, con conseguente aumento dell'usura, delle vibrazioni e dell'inefficienza.
- Risultato: la foratura in linea garantisce che i fori siano correttamente allineati con l'albero e altri componenti critici, mantenendo l'integrità strutturale e operativa della dragline.
2. Eliminazione dell'usura e della deformazione
- Problema: Nel corso del tempo, le custodie dei paranchi e i fori dei tamburi sono soggetti a carichi pesanti che causano usura, deformazione o ovalizzazione.
- Soluzione: la lavorazione meccanica ripristina le dimensioni e la forma originali dei fori, eliminando le superfici irregolari che potrebbero causare guasti prematuri.
3. Prevenzione dell'usura eccessiva dei componenti
- Problema: i fori usurati o deformati causano un posizionamento errato dei cuscinetti e delle boccole, provocando una distribuzione irregolare del carico.
- Vantaggio: i fori lavorati correttamente riducono lo stress sui componenti associati, come cuscinetti, alberi e ingranaggi, prolungandone la durata.
4. Miglioramento della capacità di movimentazione dei carichi
- Sfida: le dragline operano sotto carichi estremi e i fori compromessi indeboliscono la capacità del sistema di gestire queste forze in modo efficiente.
- Vantaggio: i fori ripristinati massimizzano la capacità di movimentazione del carico, migliorando le prestazioni complessive della dragline.
5. Miglioramento della sicurezza
- Rischio: fori lavorati in modo improprio o usurati possono causare guasti alle attrezzature, comportando rischi significativi per la sicurezza dei lavoratori e delle attrezzature.
- Risultato: la lavorazione dei fori riduce al minimo il rischio di guasti catastrofici, garantendo un funzionamento sicuro e affidabile.
6. Garantire un funzionamento regolare
- Problema: fori disallineati o danneggiati causano un aumento dell'attrito, delle vibrazioni e del rumore durante il funzionamento.
- Soluzione: la lavorazione di precisione garantisce una rotazione fluida del tamburo e una corretta interazione con i componenti del paranco, migliorando l'efficienza e le prestazioni.
7. Mantenimento delle specifiche del produttore
- Importanza: i componenti ricostruiti devono soddisfare o superare le specifiche del produttore dell'attrezzatura originale (OEM).
- Impatto: la lavorazione meccanica garantisce che i fori vengano riportati alle tolleranze esatte, assicurando compatibilità e prestazioni all'interno del sistema dragline.
8. Riduzione dei tempi di inattività e dei costi
- Considerazione: trascurare la rilavorazione dei fori può causare guasti frequenti, aumento dei costi di manutenzione e tempi di fermo prolungati.
- Vantaggio: una carcassa del paranco e dei fori del tamburo correttamente rilavorati migliorano l'affidabilità, riducendo le interruzioni operative e i costi complessivi.
Panoramica del processo
- Ispezione: misurare le dimensioni del foro e verificare la presenza di usura, deformazioni o crepe.
- Lavorazione meccanica: utilizzare attrezzature di alesatura di precisione per riportare i fori alle loro specifiche originali.
- Verifica dell'allineamento: assicurarsi che tutti i fori siano allineati con l'albero e gli altri componenti.
- Ispezione post-lavorazione: verificare che le dimensioni, le tolleranze e la finitura superficiale soddisfino i requisiti.
Rilavorando i fori della cassa del paranco e del tamburo di una dragline, si garantisce che la dragline ricostruita funzioni in modo sicuro, efficiente e affidabile, rendendo questa operazione un passo fondamentale nel processo di ricostruzione. Congratulazioni a HAMM Equipment per aver immortalato questo processo!
Contattaci oggi stesso per scoprire come CLIMAX possono migliorare le prestazioni delle tue attrezzature e ridurre al minimo i tempi di fermo!