
24 Sep HOW-TO: KM3000 KEY MILL MAINTENENCE TIPS FOR SUCCESSFUL KEYWAY CUTTING
Out in the field, customers depend on high-quality, well-maintained machines to keep business moving. Regular, consistent maintenance is key to ensuring equipment remains reliable. CLIMAX customers use the KM3000 Key Mill because of its durability and dependability, but like any machine tool, with frequent use of the KM3000 may experience normal wear and tear.
What is the best approach to minimize wear and ensure the maximum performance of your KM3000? CLIMAX North America Rental Equipment Manager Tim VanBergen shares best practices for successful keyway cutting to keep your Key Mill running smoothly.
 Inspect the V-Base Inspect the V-Base
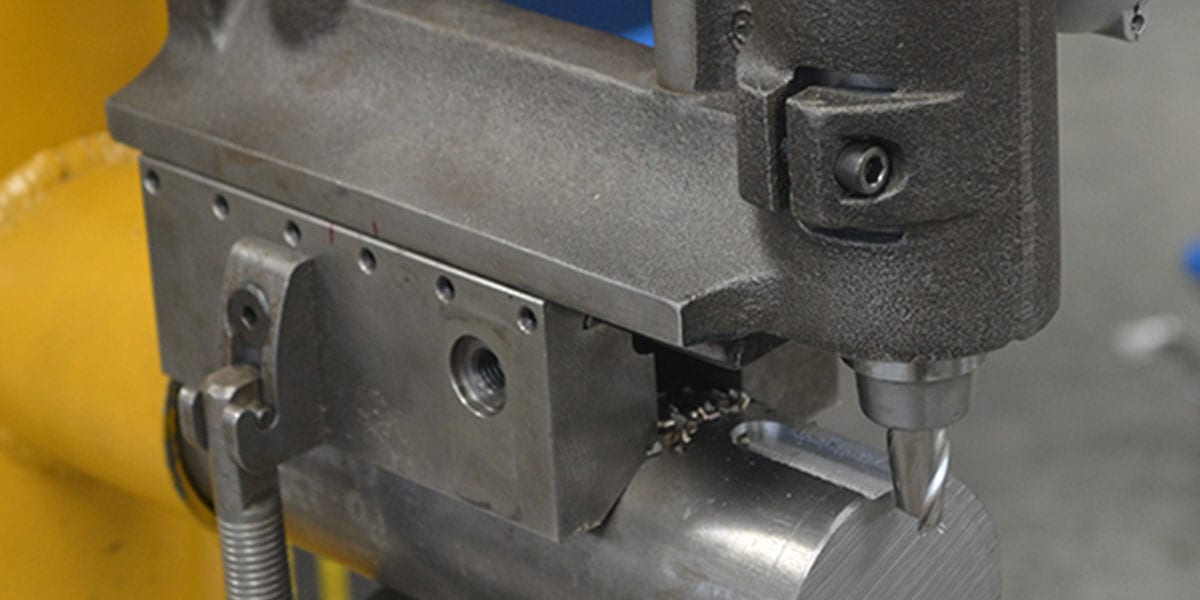
The V-base of CLIMAX’s KM3000 Key Mill is the centerpiece of the machine’s self-centering mounting system. The precision-machined base allows the operator to easily mount the machine onto a round shaft, and start cutting as soon as it’s clamped down. Regularly inspect the V-base for nicks, dings and wear patterns that may develop if the machine is repeatedly used for similar projects or operations. What is the best approach to minimize wear and ensure the maximum performance of your KM3000? CLIMAX North America Rental Equipment Manager Tim VanBergen shares best practices for successful keyway cutting to keep your Key Mill running smoothly. |
 Clean Travel Gears Clean Travel Gears
With frequent use, the KM3000 generates many small chips and shavings. When an operator uses forced air to clean the machine, these chips can get blown into the feed gears of the traverse drive system. To extend the operational life of the machine, periodically inspect and clean chips out of this area. Here’s how:
|
 Clear Chips from Vertical Adjusting Screw Clear Chips from Vertical Adjusting Screw
One benefit of the KM3000 is that it offers 1.75 inches (44.6 mm) of vertical travel. However, in some cases, the machine may stop feeding down to the workpiece because small chips become embedded in the bottom of the acme threads in the underside of the main tops slide. What’s the best solution? Remove the main power head and then clean the acme threads on the vertical adjusting screw. Then use a solvent material or brake cleaner with forced air to dislodge the chips from the bottom of the bore. |
 Best Practice Mounting Best Practice Mounting
The KM3000 offers front and rear mounting positions for mounting the machine to the workpiece. The front position (the forward-most mount nearest the cutter) is intended for use on projects where there is minimal workpiece surface area to mount to. Frequent clamping, especially over-clamping on the forward clamps, can cause the V-base to spread, creating a “diving” cut. If the base spreads, the machine will not cut parallel to the center. Whenever possible, mount the machine on the rear mounting points. In this position, the operator can tighten the chain and bar clamps with added torque, without the risk of spreading the open V-base section of the machine. |
| Extended Operational Life of End Mills
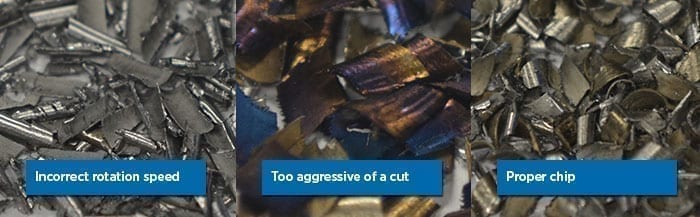
End mills are the expendable component of the machine, but frequent cuts can make buying end mills a costly part of the operation. To extend the functional use of end mills, it is crucial to operate at the right rotating speed and hand-feed rate. When working in mild steel shafts, the easiest way to tell you’re cutting at peak performance is to monitor the chip color. Here is what the chip color can tell you:
Tan or straw color – This is the color you should look for when a proper chip hits the floor. When feeding, try setting the spindle speed to approximately 50%. Then, feed the hand crank at a rate you can feel the 2-flute cutter, or end mill, “lobing.” Lobing occurs when the flute grabs another bite of material. It may feel as if you’re feeding the tool quickly, but when you feel lobing in the crank, and the chips are hitting the floor with a tan or straw color, the machine is properly removing the material along with unnecessary heat which can damage the tool.
|
Would you like to learn more about the KM3000 Key Mill or other CLIMAX tools? CLIMAX experts are ready and available to help. Contact a CLIMAX expert today for maintenance and training advice.